
АСУ дуговой сталеплавильной печи №6
Описание технологического процесса
Дуговые сталеплавильные печи нашли широкое применение в черной металлургии для производства высококачественной стали. В силу целого ряда теплотехнических и металлургических преимуществ эти печи являются агрегатами широкого назначения.
Плавка в дуговой сталеплавильной печи имеет следующие периоды: расплавление и технологическая выдержка (окислительный и восстановительный периоды).
Требования к системе автоматизации
Система автоматизации процесса выполнена на базе оборудования фирмы Siemens. Система имеет двухуровневую иерархическую децентрализованную структуру с распределенными функциями контроля и управления, интегрируемая в существующую АСУ ТП.
Объекты автоматизации
- две передаточные тележки;
- взвешивающее устройство передаточных тележек;
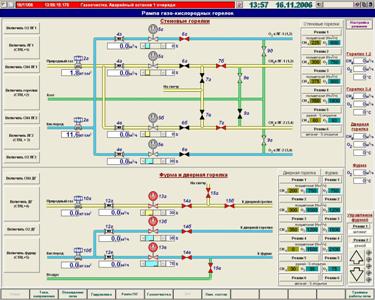
- газокислородные горелки;
- фурма;
- насосно-аккумуляторная станция ДСП-6;
- механизмы печи;
- закрытое распределительное устройства 35 кВ;
- масло- водо- охлаждение трансформатора печи;
- переключатель ступеней напряжения;
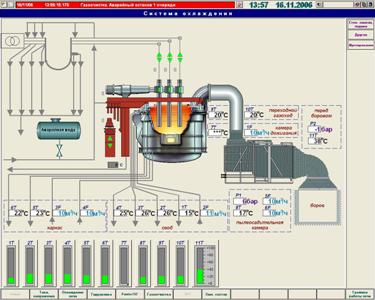
- водоохлаждение элементов короткой сети;
- накатная муфта;
- водоохлаждаемые элементы печи (панели печи, свод печи, накатная муфта);
- регулятор дуги;
- контроль температуры падины печи;
- тракт подачи сыпучих материалов.
Решение и характеристики системы автоматизации
- контроллер SIМАТIС S7-400 с необходимым набором модулей, удаленная периферия ET200M;
- промышленная сеть Profibus
Сроки реализации проекта
Срок разработки проекта до сдачи объекта в эксплуатацию составил 9 месяцев.
Эффект от внедрения системы
- повышение производительности печи;
- сокращение расхода энергоресурсов и сыпучих материалов
- повышение качества продукции;
- эффективный контроль за работой печи;
- обеспечение требуемого режима нагрева металла.
Эффективность управления достигнута за счет использования современных надежных средств автоматизации, математических моделей и методов управления, повышения точности выполнения технологических операций, улучшения информативности технологического персонала.

Заказчик: ЗАО "Волгоградский металлургический завод "Красный Октябрь"
400007, г. Волгоград, пр. Ленина, 10. Тел.: +7 (8442) 78-33-01, 78-36-36, 71-59-93