
Автоматизация контроля и визуализация технологических параметров процесса управления печи-ковша
Описание технологического процесса
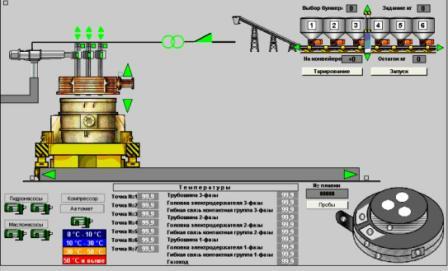
Автоматизированная система управления Печи-Ковша (П-К) Фроловского Электрометаллургического завода предназначена для автоматизации процесса добавки легирующих компонентов и получения необходимого сортамента стали.
АСУ предусматривает:
- автоматизацию контроля и визуализацию технологических параметров процесса;
- автоматизацию контроля параметров, управления основным и вспомогательным оборудованием;
- документирование и хранение данных о режимах работы оборудования, аварийных ситуациях и действиях оператора, распечатку сообщений об отклонениях технологических параметров, аварийных отключениях оборудования, появлении неисправностей в системе, а также распечатка режимных листов;
- аварийную и предупредительную сигнализацию о выходе параметров за допустимые пределы;
- возможность информационного взаимодействия со смежными системами управления, объединенными с ней локальной вычислительной сетью;
- возможность наращивания системы
Функции АСУ:
Управление технологическим процессом на П-К осуществляется в следующих режимах работы:
- автоматическом;
- полуавтоматическом (с органов управления автоматизированного рабочего места оператора);
- ручном (с пульта управления).
- Контроль и индикация состояния механизмов на П-К.
- Ведение архива использования легирующих материалов, карт плавки (на основе данных системы определения химического состава стали).
- Контроль состояния оборудования, входящего в систему, и оповещение персонала в случае выхода оборудования из строя, сборка тревог, блокировок.
- Отображение на экране автоматизированного рабочего места оператора хода процесса добавки легирующего материала.
Требования к системе автоматизации
Система автоматизации выполнена на базе одного контроллера S7-300 CPU 315 2DP. Система визуализации выполнена на операторской панели TP170A и ПЭВМ с помощью специализированной SCADA-системы WinCC.
Решения и характеристики системы автоматизации
- 96 входов, 32 выходов, 8 аналоговых входов
- Одна операторская станция, контроллер SIMATIC S7-400 CPU 315 2DP, микропроцессорное весоизмерительное устройство SIWAREX М
- Profibus DP -- 60 м.
Сроки реализации проекта
- Срок реализации: 4 месяца
- Год ввода в эксплуатацию: 2004

Заказчик: ЗАО "Волга-ФЭСТ"
г. Фролово, Волгоградская обл. Тел.: +7 (265) 23-103, 44-648