
Разработка рабочего проекта автоматизированной системы подачи сыпучих материалов
Описание технологического процесса:
В объём автоматизации входит:
- управление процессом подачи материалов из отгрузочных бункеров через систему ленточных конвейеров в расходные бункера прицехового пункта;
- управление процессом подачи извести и кокса из расходных бункеров в завалочную корзину, установленную на скраповозной тележке;
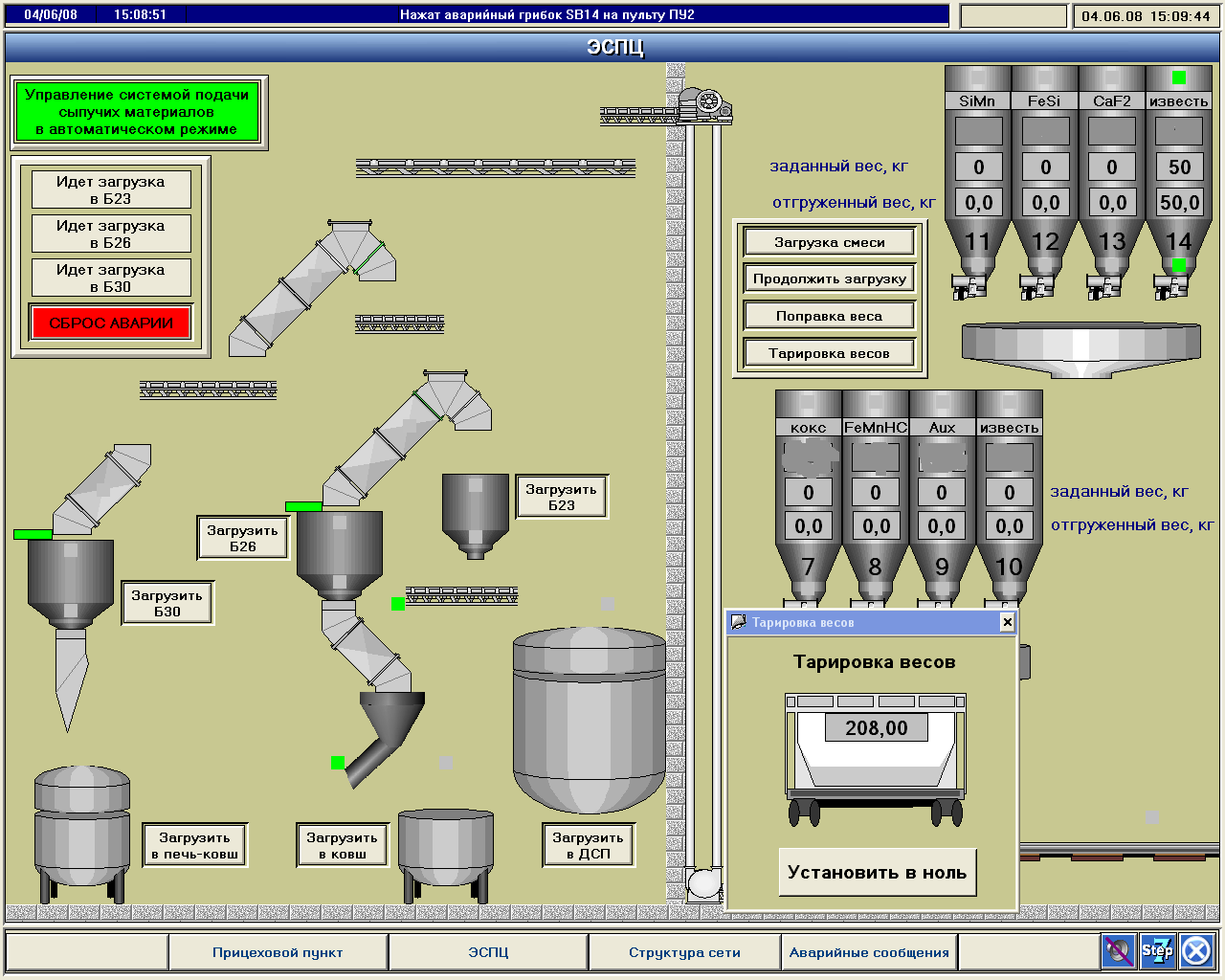
- управление системой набора доз материалов из расходных бункеров;
- управление процессом подачи, сформированной порцией материалов, через систему непрерывного транспорта в дуговую сталеплавильную печь ДСП-90, в сталеразливочный ковш на выпуске и на установку «ковш-печь» (УПК).
Проектом предусмотрены следующие виды управления:
- местное с пультов местного управления, выполненное по электрической схеме;
- дистанционное с пультов управления;
- автоматическое с операторских станций.
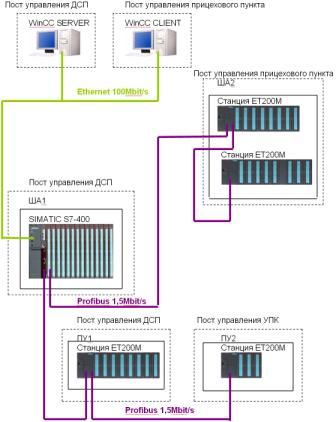
Проектом предусмотрено три поста управления:
- пост управления ДСП;
- пост управления прицехового пункта;
- пост управления УПК.
Пост управления ДСП содержит:
- шкаф автоматизации с контроллером фирмы SIEMENS SIMATIC S7-400;
- операторскую станцию с системой визуализации на базе SIMATIC WinCC, для ведения оперативного мониторинга работы технологического оборудования, а также архива работы и аварийных сообщений, что позволит отслеживать соблюдение технологии;
- дистанционный пульт управления со станцией ET 200M.
Пост управления прицехового пункта содержит:
- шкаф автоматизации c двумя станциями удаленной периферии ET 200 M ;
- операторскую станцию с системой визуализации на базе SIMATIC WinCC;
- дистанционный пульт управления.
Пост управления УПК содержит:
- дистанционный пульт управления со станцией ET 200M.
Система автоматизации позволяет осуществлять оперативный сбор и обработку данных о состоянии оборудования, механизмов, датчиков и т.д., обеспечивает непрерывное диагностирование и обнаружение аварий и отклонений от технологического процесса с выдачей предупреждений оператору через операторскую станцию, а техническому персоналу через звуковую сигнализацию. Позволяет предотвратить нежелательные последствия остановки маршрутов и блокировки оборудования.
Использованное в системе управления оборудование отличается высокой надёжностью и отказоустойчивостью.
Непрерывное самотестирование и диагностика всей системы упрощают обнаружение неисправностей, а модульная архитектура контроллера и станций ЕТ200М позволяет производить быструю и лёгкую замену вышедших из строя модулей. Модульный принцип построения системы полностью решает проблему расширения степени автоматизации технологического процесса и добавления нового оборудования. Как центральный контроллер, так и станции ЕТ200М позволяют производить установку дополнительных модулей и подключение к ним необходимого оборудования, датчиков и других устройств.
Функции оперативного управления реализует интерфейс системы управления, обеспечивающий быстрый и удобный доступ к процессу, а также полное предоставление всей необходимой текстовой и графической информации. Управление АСУ ТП осуществляется с операторской станции, на экране которой представлена вся информация о выборе и параметрах настройки технологических маршрутов, режимы работы механизмов и устройств, количество продукта, протоколы работы оборудования, и д.р.
Требования к системе автоматизации:
Проект автоматизации технологического процесса разработан на основе аппаратно-технических и программных средств по блочно-модульному принципу и допускает безболезненное изменение и модернизацию технологического процесса. Система отличается высокими характеристиками по надёжности, помехозащищённости, самотестированию и диагностике неисправностей электрооборудования. По принципу построения АСУ ТП относится к классу сетевых систем управления. Для подключения периферийного оборудования и датчиков использованы станции ЕТ-200М производства фирмы «SIEMENS», объединённые в единую сеть PROFIBUS с контроллером SIMATIC S7-400 . Аппаратура комплекса гальванически полностью развязана от управляемого электрооборудования при помощи промежуточных реле марки LZX производства фирмы «SIEMENS».
Решение и характеристики системы автоматизации:
- 704 дискретных входных сигналов;
- 352 дискретных выходных сигналов;
- 32 аналоговых входных сигналов ;
- 8 аналоговых выходных сигналов;
- 3 функциональных модуля SIWAREX-FTA;
- Две операторских станций, контроллер SIMATIC S7-400, удаленная периферия ЕТ200 M (4 шт.).
Сроки реализации проекта:
- Срок реализации: 6 месяцев.
- Год разработки проекта: 2006.
Данный рабочий проект прошел согласование и экспертизу в ГОСГОРТЕХНАДЗОРЕ России.
Заказчик: ООО «Новороссийский прокатный завод»
346519, Ростовская область, г. Шахты, ул. Чаплыгина, 54 Тел. +7(863)303-36-56